Nowo wprowadzony na rynek materiał PA 12 S jest już wykorzystywany przez klientów, w tym Accel Digital Solutions, Decathlon, Erpro Group i Materialise do wytwarzania estetycznych części o ulepszonych wykończeniach powierzchni i niższych kosztach produkcji.
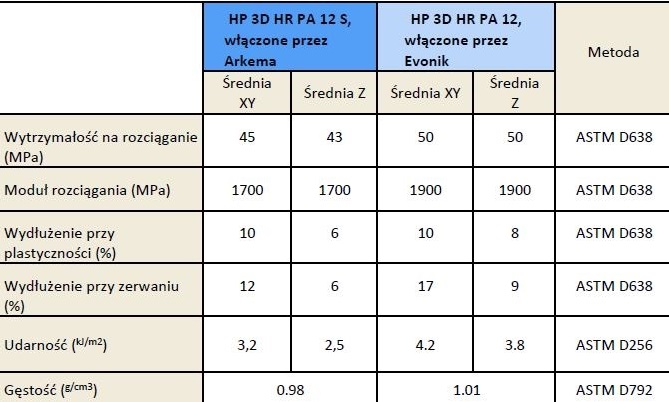
Accel Digital Solutions — start-up działający w sektorze usług produkcji addytywnej na zlecenie, stosuje nowy materiał PA 12 S zarówno w przypadku prototypowania, jak i produkcji części i wyrobów gotowych. Technologia HP Multi Jet Fusion pozwala im na oszczędność czasu i kosztów, przynosząc korzyści branżom takim, jak motoryzacja, opieka zdrowotna, sport i nie tylko. Założyciel firmy Accel Digital Solutions po otrzymaniu próbek testowych nowego materiału HR PA 12 S stwierdził, że jakość druku i wykończenie powierzchni są znacznie lepsze niż z poprzednio wykorzystywanego przez nich poliamidu PA 12 od Evonik.
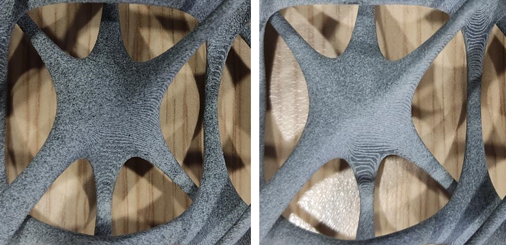
Grégoire Mercusor, lider strategii materiałów do wytwarzania przyrostowego we francuskiej firmie Decathlon, podkreślił wpływ tego materiału na zmniejszenie chropowatości części, porównując do jakości uzyskiwanej dotychczas po poddaniu wydruków procesom postprodukcji. „Wysoka częstotliwość odświeżania sięgająca 85% i atrakcyjna cena PA 12 S odblokują nowe możliwości projektowe” – dodaje.
Quentin Bertucchi, inżynier ds.aplikacji z Erpro Group, pochwalił PA 12 S, stwierdzając, że: „Ten materiał PA 12 S oferuje niespotykane dotąd połączenie wykończenia powierzchni i produktywności, dając nam nowe możliwości produkcyjne w zakresie części estetycznych. Gładka powierzchnia stanowi idealną bazę do dalszych etapów obróbki końcowej, sublimacji efektu końcowego i obniżenia kosztów dostarczenia skomplikowanych gładkich części.
„Współpraca z HP jako klient wersji beta PA 12 S, jest ważnym elementem naszej strategii mającej na celu zwiększenie dostępności wytwarzania przyrostowego dzięki rozszerzonej ofercie materiałów klasy przemysłowej” – powiedział Pieter Vos, dyrektor ds. marketingu i produktu w firmie Materialise. „PA 12 S udowodnił swoją przetwarzalność, dostarczając spójne części o doskonałej jakości powierzchni. Z niecierpliwością czekamy na zbadanie możliwości jego zastosowań z naszymi klientami”.