„Zakłady, w których stosujemy druk 3D metali w technologii Metal Jet, łączą standardy przemysłu motoryzacyjnego z produkcją seryjną Additive Manufacturing. Dzięki temu jesteśmy w stanie sprostać nawet najbardziej złożonym wymaganiom przemysłowym – wykraczającym daleko poza świat wytwarzania przyrostowego” – wyjaśnił Hundrieser.
Produkcja odbywała się w trybie trzyzmianowym, przy użyciu kilku drukarek 3D Metal Jet (z możliwością rozbudowy floty do dwunastu maszyn w razie potrzeby), trzech stanowisk utwardzania oraz pieca do spiekania przystosowanego do procesu Metal Jet, który może obsłużyć do sześciu maszyn. Dzięki takiemu podejściu w krótkim czasie można wyprodukować do 1300 części miesięcznie, a przy skalowaniu możliwa jest wielokrotność tej liczby. Do serii pilotażowej dostarczono ponad 5000 części.
Kolejna zaleta procesu Metal Jet — wyniki optymalizacji procesu, takie jak parametry konstrukcyjne lub korekty projektu, można szybko ocenić i włączyć do następnego etapu rozwoju. Specjalny test przepływu gwarantuje, że wszystkie dostarczone części spełniają wymagane specyfikacje. „Posiadamy know-how, aby sprostać nawet najbardziej rygorystycznym wymaganiom w zakresie zapewnienia jakości i dokumentacji. Dotyczy to również naszej szerokiej bazy dostawców, z których korzystamy we wszystkich możliwych operacjach przetwarzania końcowego” – skomentował Hundrieser.
„Wspólny projekt z GKN Additive i HP całkowicie nas przekonał do druku 3D metali” – potwierdził Thomas Rivoire, lider ds. industrializacji w Schneider Electric. „Dzięki ogromnemu know-how GKN Additive korzystamy z wysoce innowacyjnego i elastycznego procesu z wyraźnymi korzyściami kosztowymi w produkcji seryjnej”.
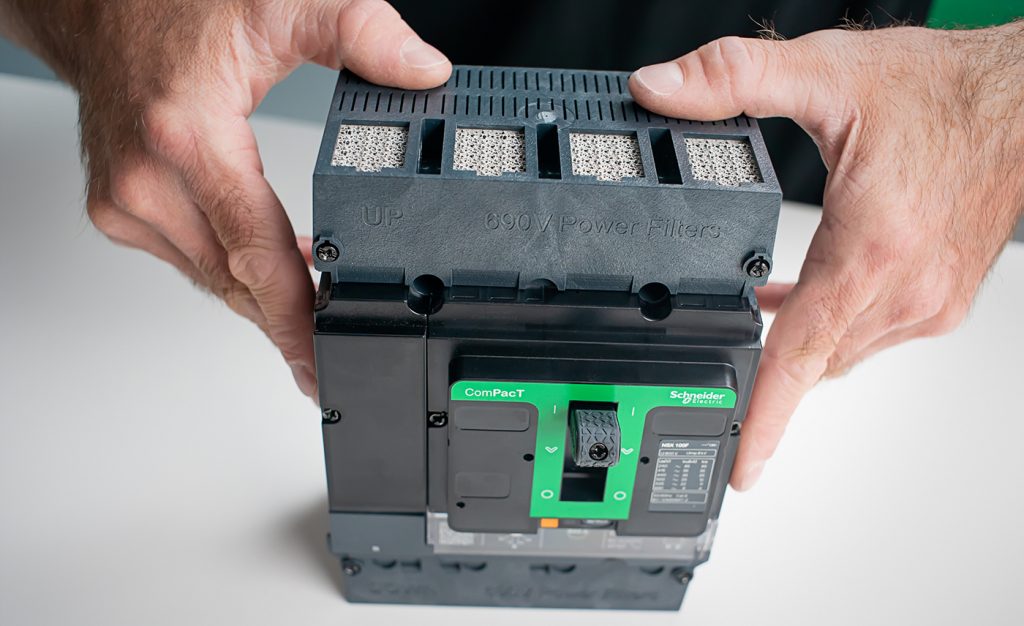
Dr Guillaume Fribourg, ekspert ds. wytwarzania przyrostowego w firmie Schneider Electric, dodał: „Ponadto przeprojektowane filtry charakteryzują się znaczącymi ulepszeniami — zwiększoną sztywnością, co skutkuje wyższą wydajnością i łatwiejszą integracją. Jednak kluczową korzyścią dla naszych klientów jest zmniejszenie rozmiaru szaf o 20-30%, a tym samym obniżenie globalnego śladu rozdzielnic elektrycznych, a w konsekwencji związanego z tym zużycia materiałów, w tym szyn miedzianych.
„Opanowujemy cały proces, od produkcji proszku po projektowanie, budowę części, spiekanie i postprocessing, a wszystko oferujemy z jednego źródła. Jesteśmy obecni na całym świecie w branży wytwarzania przyrostowego, znamy pułapki i skutki oraz wiemy, które śruby regulacyjne należy obrócić – to jest wyjątkowa wartość dodana, którą oferujemy naszym klientom. Możemy produkować komponenty o złożonej geometrii na skalę przemysłową i wykazywać wartość dodaną w produktach” – stwierdził Hundrieser.