Porównując obie techniki addytywne, można zauważyć, że różnią się po pierwsze metodami drukowania — w technologii FDM (Fused Deposition Modeling) materiałem budulcowym jest termoplastyczne tworzywo w postaci żyłki nawiniętej na szpulę.
Części budowane są na skutek osadzania kolejnych warstw stopionego tworzywa termoplastycznego — materiał jest doprowadzany do elementu drukarki – ekstrudera, gdzie jest ogrzewany i topiony, a następnie rozprowadzony warstwa po warstwie aż do uzyskania pełnej wysokości drukowanego elementu.
Nałożone warstwy materiału łączą się z poprzednimi wskutek chłodzenia, a następnie ich zastygania. Elementy wykonane w technologii FDM wymagają zastosowania dodatkowych struktur podporowych. Najczęściej generowane są z oddzielnej głowicy drukującej i w zależności od rodzaju wykorzystanego tworzywa sztucznego mogą być rozpuszczane w specjalnym roztworze lub odłamywane.
MJF, czyli Multi Jet Fusion to przełomowa technologia druku 3D, opatentowana przez firmę HP, polegająca na spajaniu proszków tworzyw sztucznych przy użyciu ruchomej, precyzyjnej lampy UV oraz głowic drukujących nanoszących dwa rodzaje agentów wspomagających proces druku.
Odpowiednio przygotowany i wstępnie podgrzany proszek nakładany jest w obszarze roboczym przy użyciu rolki. Następnie, precyzyjna głowica drukująca nanosi dwa rodzaje agentów wspomagających proces druku.
Pierwszy ze środków tzw. fusing agent dozowany jest w obszarach modelowych, a jego własności powodują zwielokrotnienie absorpcji promieniowania cieplnego.
Drugi z nich (detailing agent), nanoszony jest przy zewnętrznych konturach elementów, celem łatwiejszego oddzielenia niespieczonego proszku i zwiększenia dokładności odwzorowania.
Po zaaplikowaniu agentów, nad warstwą materiału przejeżdża specjalna lampa UV, która nagrzewa i powoduje przetopienie warstwy modeli, po czym proces jest powtórzony dla kolejnej warstwy, aż do uzyskania końcowej geometrii. Nie stosuje się struktur podporowych.
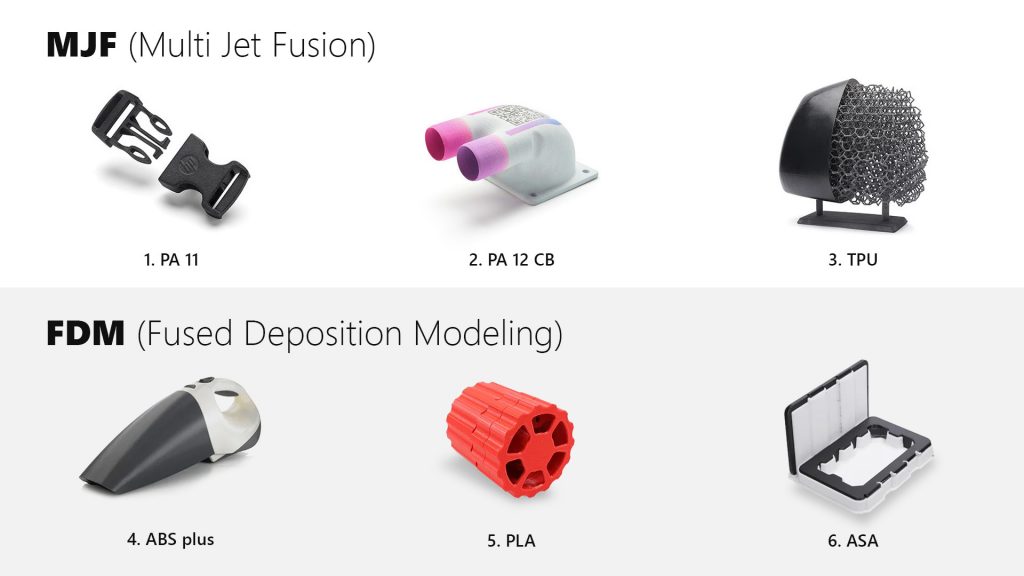
Kolejną różnicę stanowi portfolio materiałów — w technologii FDM dostępna jest szeroka gama materiałów, podczas gdy technologia MJF bazuje na materiałach rdzeniowych, takich jak polimery PA 11, PA 12, PA 12 Glass Beads, PA 12 CB, elastomery TPU i TPA oraz PP (polipropylen).