Ta strategia optymalizacji obejmuje drążenie modelu w ramach automatycznego procesu. (Taką funkcję wbudowano w profesjonalnych programach typu SolidWorks, Materialise Magics z Materialise Build Processor dla technologii HP Multi Jet Fusion i Autodesk® Netfabb®).
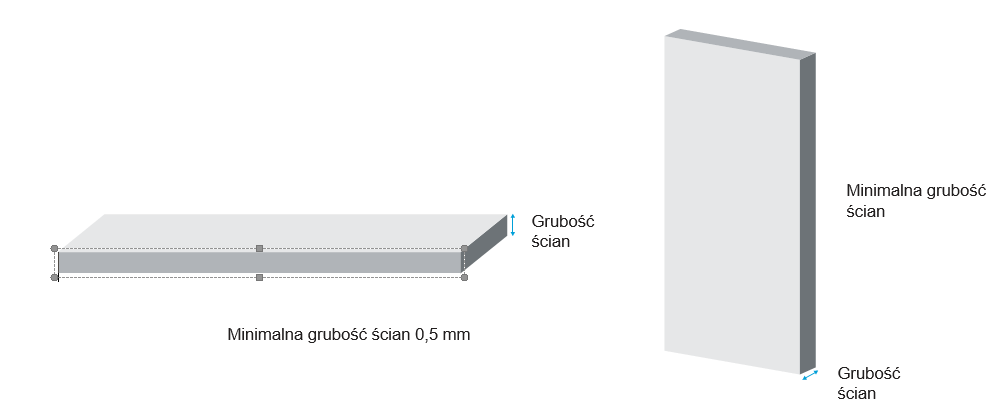
Minimalna zalecana grubość ścian wynosi 2 mm, ale grubsze ściany pozwalają uzyskać lepsze właściwości mechaniczne. Optymalny wybór zależy od zastosowania.
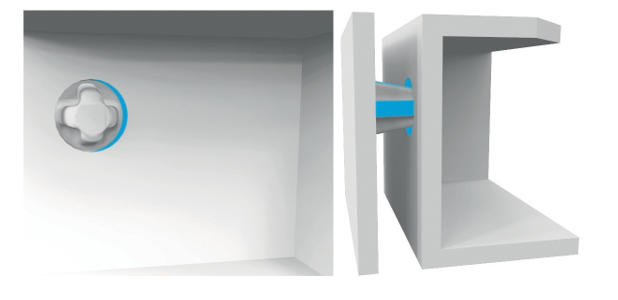
Po wydrukowaniu modelu można umieścić w wydrążonej części otwory spustowe, by usunąć resztę niezespojonego proszku. W przeciwnym razie pozostały w środku proszek spowoduje, że część będzie cięższa i bardziej odporna w porównaniu do elementów całkowicie wydrążonych. Choć taka część jest lekka, to jednak jest słabsza niż wersja niewydrążona. Różnica wagi wynika z faktu, że gęstości materiału zespojonego i niezespojonego są różne.