Następna sekcja, wymagania dotyczące definicji produktu i procesu, dotyczy wielu aspektów zarówno projektu (np. określenie wymaganych tolerancji powierzchni w różnych obszarach części), jak i procesu (np. w przypadku części SLS i MJF należy zminimalizować możliwość wypaczeń powstałych na skutek minimalnych różnic temperatury wewnątrz komory roboczej na jej brzegach w stosunku do środkowej powierzchni). Definicje modelu mogą nawet określać pozostawienie strefy „bez budowania” wokół części, gdy jest ona zagnieżdżona w kompilacji wieloczęściowej.
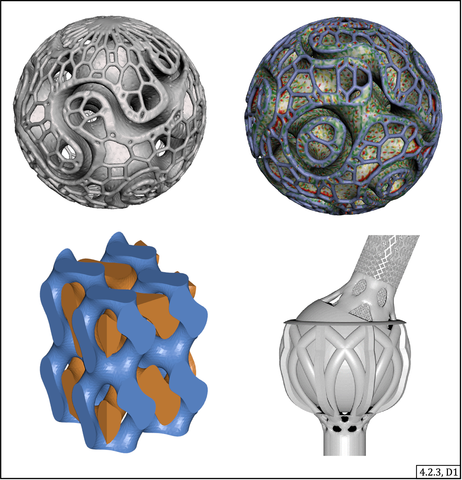
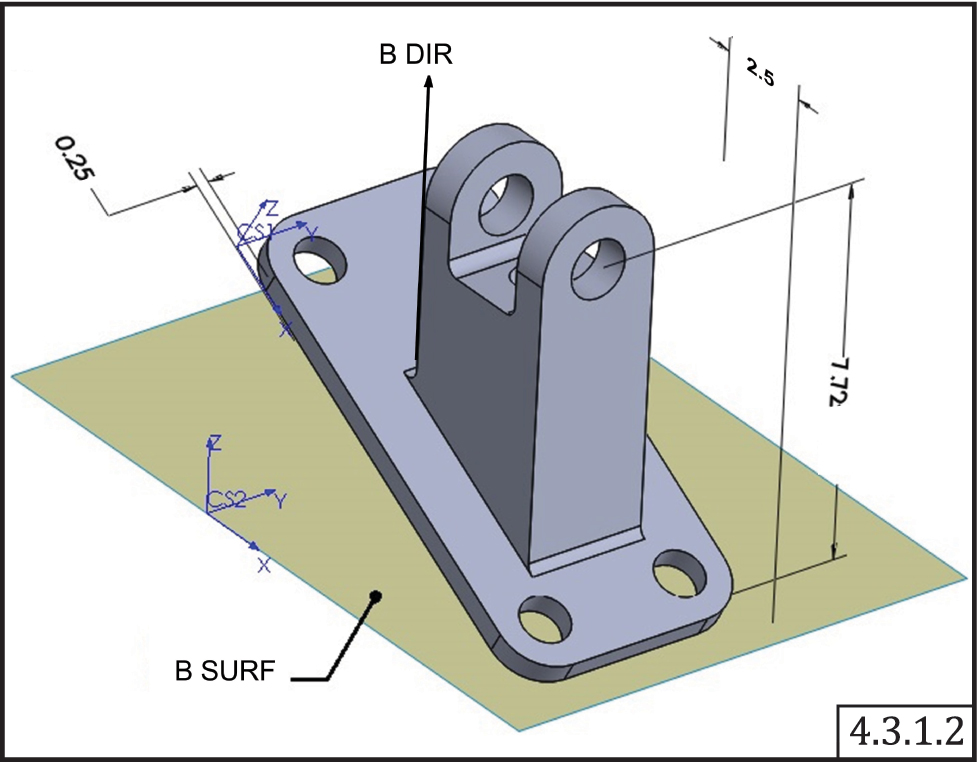
W ramach właściwości związanych z procesem uwzględnia się grubość warstwy, wzory wypełnienia i struktury podporowe. Ponieważ struktury podpór odgrywają kluczową rolę w wytwarzaniu akceptowalnej części, istnieje sporo wskazówek dotyczących określania, gdzie są wymagane a gdzie nie oraz w jakim stopniu. Kolejny podrozdział pokazuje, jak określić lokalizację i orientację danej sekcji/segmentu.
Druk 3D ma kilka wyraźnych zalet w porównaniu z bardziej ugruntowanymi metodami produkcji, ale nie jest jeszcze masowo wdrażany. Jednym z powodów był brak fundamentalnego sposobu przekazywania pomysłów projektowych – luka, która została wypełniona dzięki wysiłkom ASME i NIST.
Jeśli zostanie przyjęty przez głównych graczy w branży produkcyjnej, może poprawić komunikację w druku 3D, potencjalnie przyczyniając się do bardziej zrównoważonego i wydajnego przemysłu wytwórczego w przyszłości.